




1. Резюме
Внутрішня камера — це тонкий гумовий виріб, і під час виробничого процесу неминуче утворюються деякі відходи, які не можна порівняти з зовнішньою шиною, але їїклапанинеушкоджені, і ці клапани можна переробити та повторно використовувати для виробництва камер. Наша компанія провела деякі експерименти щодо переробки та повторного використання клапанів внутрішньої камери, але якість зовнішнього вигляду перероблених клапанів погана, а міцність зв’язку між основою клапана та гумовою прокладкою низька, і її потрібно використовувати повторно, перш ніж її можна буде використовувати. .
Ця робота покращує процес переробки відходів і дефектних клапанів внутрішньої труби з метою зменшення відходів і підвищення економічної вигоди підприємств.
2. Аналіз проблеми
Процес переробки первинних відходів і бракованихклапани внутрішньої трубивиглядає наступним чином: відходи та дефектні клапани внутрішньої камери → спалювання → кислотна обробка → однорежимна вулканізація (клейкі подушечки) → щетина на гумових подушечках.
Проблеми вищезгаданого процесу полягають у наступному.
(1) Спалювання відходів і несправних клапанів внутрішньої труби призведе до серйозного забруднення навколишнього середовища. Перероблений корпус клапана легко деформується і має брудний вигляд. Його важко очистити під час обробки кислотою, і легко викликати забруднення в інших процесах.
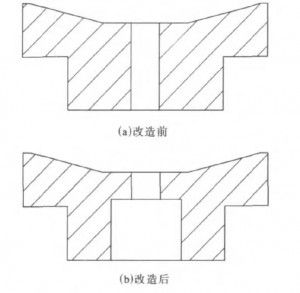
(2) Для того, щоб полегшити видалення та видалення клапана, оригінальна конструкція форми для вулканізації є єдиною формою та розділена на 3 частини. Одномодова вулканізація займає тривалий час, низьку ефективність, високу трудомісткість та енергоспоживання, а зовнішня поверхня вулканізованого клапана схильна до надлишкових гумових смужок, гума обертає ротову порожнину рота, а якість зовнішнього вигляду клапана не відповідає вимогам. Міцність адгезії клейкої подушечки також не є стабільною.
(3) Ручне щетиніння гумової прокладки має проблеми високої трудомісткості, низької ефективності та нерівної поверхні щетини, що впливає на зв’язок гумової прокладки та гумового матеріалу внутрішньої трубки.
3 Ефект покращення
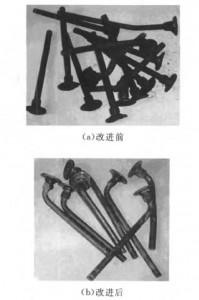
На малюнку 2 показано корпус сопла, відновлений до та після вдосконалення наступного процесу. На малюнку 2 видно, що корпус сопла, оброблений удосконаленим процесом, явно чистий, а корпус сопла майже неушкоджений. З удосконаленим процесом кількість кислоти та води, що використовуються, менша, забруднення навколишнього середовища менше, а нарізану гумову прокладку можна переробити для виробництва регенерованої гуми.
Перед удосконаленням ефект теплопередачі форми поганий, а вулканізація займає 15 хвилин. Згідно з умовами роботи існуючого плоского вулканізатора, одночасно можна вулканізувати лише 4 клапани, а за годину можна виготовити близько 16 клапанів, що не включає завантаження форми. час. З модифікованою комбінованою формою вулканізація займає лише 5 хвилин, щоразу можна вулканізувати 25 клапанів і виготовляти близько 300 клапанів на годину. Його легко встановити та витягти з форми, а трудомісткість низька.
За допомогою модифікованої машини для прес-форм і видалення задирок можна виготовляти як прямі, так і вигнуті клапани, а умови процесу однакові. Немає очевидної різниці у зовнішньому вигляді та внутрішній якості між клапанами, переробленими та повторно використаними за вдосконаленим процесом, і новими клапанами. Результати випробувань показують, що середня міцність з’єднання між основою клапана та гумовою прокладкою, переробленої за допомогою вдосконаленого процесу, становить 12,8 кН·м-1, тоді як середня міцність з’єднання між новою основою клапана та гумовою прокладкою становить 12,9 кН·м-1. Стандарти підприємства вимагають, щоб міцність з’єднання була не менше 7 кН·м-1.
Після більш ніж десяти років стрімкого розвитку китайська арматурна промисловість домінувала у світі. Наразі виробництво арматури в моїй країні становить понад 70% від загального світового виробництва клапанів, займаючи перше місце у світовому виробництві та продажах клапанів. Щоб задовольнити потреби внутрішнього та міжнародного ринків, кількість безкамерних клапанів поступово зростала. У 2015 році випуск безкамерної арматури склав більше половини загального випуску арматури. Величезний попит внутрішнього ринку постійно сприяє розвитку галузі.
Попит на ринку клапанів в основному поділяється на ринок OEM та ринок AM. Останні дані показують, що повітряний клапан є важливою частиною безпеки автомобільного колісного модуля. Оскільки він протягом тривалого часу перебував під зовнішнім впливом, він повинен протистояти різним суворим екологічним ерозіям. Клапани, як правило, замінюють під час щорічних перевірок і заміни шин, тому попит на клапани на ринку AM набагато вищий, ніж на ринку OEM.
4. Епілог
Завдяки вдосконаленій технології, поки корпус клапана не деформується, його можна переробити. Якість перероблених повітряних клапанів відповідає вимогам використання, що може зменшити споживання сировини та енергії, знизити вартість виробництва внутрішніх камер та покращити економічні вигоди підприємств.
Час публікації: 02 грудня 2022 р
